
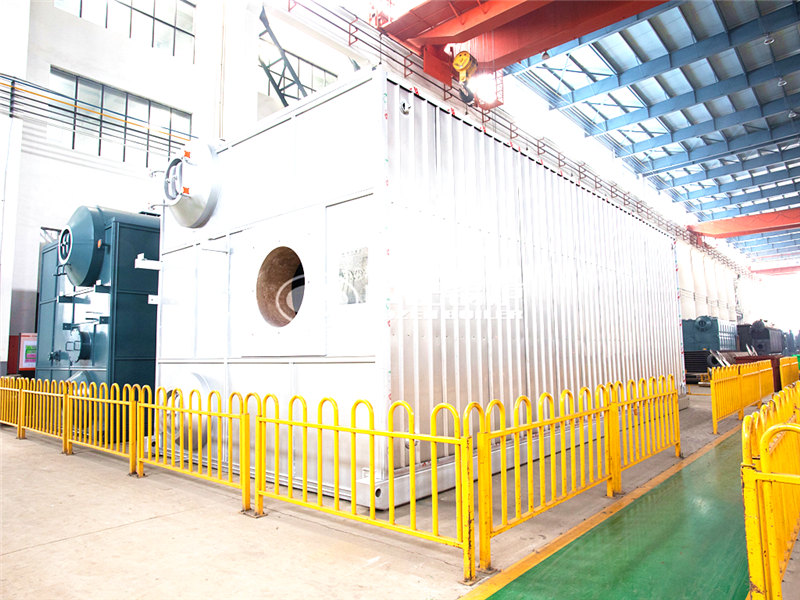
燃油/燃氣鍋爐指的是燃料為油或氣(如天然氣、沼氣、高爐煤氣、液化石油氣、柴油、輕油等)的鍋爐,按照功能可以分為蒸汽鍋爐與熱水鍋爐。中正出品的燃油/燃氣鍋爐可分為三個系列:WNS系列冷凝式臥式內燃鍋爐、SZS系列冷凝式雙鍋筒縱置式鍋爐與DHS系列角管式鍋爐。三個系列均采用大爐膛設計,熱效率高達98%以上,NOx排放低至30mg/Nm3;前后煙箱均采用中正獨有的密封結構,確保煙箱不漏煙;同時具備全自動安全運行的特點,湘潭燃氣供熱鍋爐技術原理。
高強度的熱量、質量和動量傳遞過程在循環(huán)流化床鍋爐中大量的固體物料在強烈湍流下通過爐膛通過人為操作可改變物料循環(huán)量并可改變爐內物料的分布規(guī)律以適應不同的燃燒工況。在這種組織方式下爐內的熱量、質量和動量傳遞過程是十分強烈的這就使整個爐膛高度的溫度分布均勻。循環(huán)流化床鍋爐存在的缺點受熱面磨損嚴重。由于爐內煙氣飛灰濃度很大煙速高運行中的爐膛水冷壁、過熱器、省煤器、空氣預熱器均發(fā)生嚴重磨損隨著鍋爐容量的增大對循環(huán)灰量的調節(jié)要求也就越高而循環(huán)灰量一旦減少將嚴重影響鍋爐的負荷。返料器易結焦、堵塞其可靠性有待于提高。燃料顆粒較大或爐膛澆注料脫落堅持運行導致流化不良引起爐膛結渣。冷渣器傳熱效果不好或工作不正常使余熱得不到充分利用而影響鍋爐效率甚至會發(fā)生鍋爐減負荷運行或被迫停爐。
湘潭燃氣供熱鍋爐技術原理,對焊接的技術要求鋁母線氣焊采用301#或302#純鋁焊鋁焊粉。銅母線氣焊可采用201#或202#紫銅焊條銅焊粉或硼砂。為節(jié)約材料亦可用廢電線芯或廢電纜芯線代替焊條但表面應光潔無腐蝕并須擦凈油污方可施焊焊口處根據母線規(guī)格留出1—5毫米間隙然后由工施焊。焊縫應對口平直不得錯口。必須對面焊接焊縫應凸起呈弧形除允許剔掉個別多余的焊瘤外焊縫不得銼平。焊縫不得有裂紋、夾渣、未焊透及咬肉等缺陷。焊完在未冷卻前用足量的水洗凈焊藥。母線的螺栓連接。銅、鋁線鉆孔尺寸及螺栓規(guī)格應相符。母線采用螺栓連接時墊圈應選用專用厚墊圈并必須配齊彈簧墊。螺栓、墊圈及彈簧墊必須用鍍鋅件。螺栓長度應考慮在螺栓緊固后能露出螺母外5—8mm。
管材給水管道上閥門DN≤50采用J11W-16T型內螺紋連接銅截止閥DN>50采用PQ340F-16Q型法蘭連接球墨鑄鐵雙偏心半球閥。2潛水排污泵出水管道上閥門采用PQ340H-16Q型球墨鑄鐵雙偏心半球閥管道上的止回閥采用H44X-16Q型橡膠瓣止回閥。3.過濾器采用YQ1W41-16Q型自動排污永磁過濾器排氣閥采用PQ340H-16Q型內套不銹鋼自動排氣閥管道倒流防止器采用YQDFQ2TX-10P管道倒流防止器。
驟減負荷驟減負荷是鍋爐以外的的故障帶來的鍋爐事故。驟減負荷現(xiàn)象蒸汽流量急劇下降主汽壓力突升汽壓過高時安全門動作汽包水位先下降后上升有關保護聲光報警。驟減負荷原因電網系統(tǒng)故障發(fā)電機主開關跳閘汽輪機主汽門關閉。驟減負荷處理迅速減少給煤或停運部分給煤機必要時投入油槍穩(wěn)燃。根據壓力打開對空排汽。加強水位的監(jiān)視與調整必要時通過回料器事故放灰管排出物料。作好重新帶負荷準備若長時間不能恢復則請示停爐。
湘潭燃氣供熱鍋爐技術原理,中正鍋爐在快速發(fā)展過程中,通過不斷的引進新技術和設備,逐步降低生產能耗,其中下料環(huán)節(jié)數控率達到了90%以上,結合符合中正鍋爐的下料管理系統(tǒng),有效提高材料利用率,經濟效益更佳。



