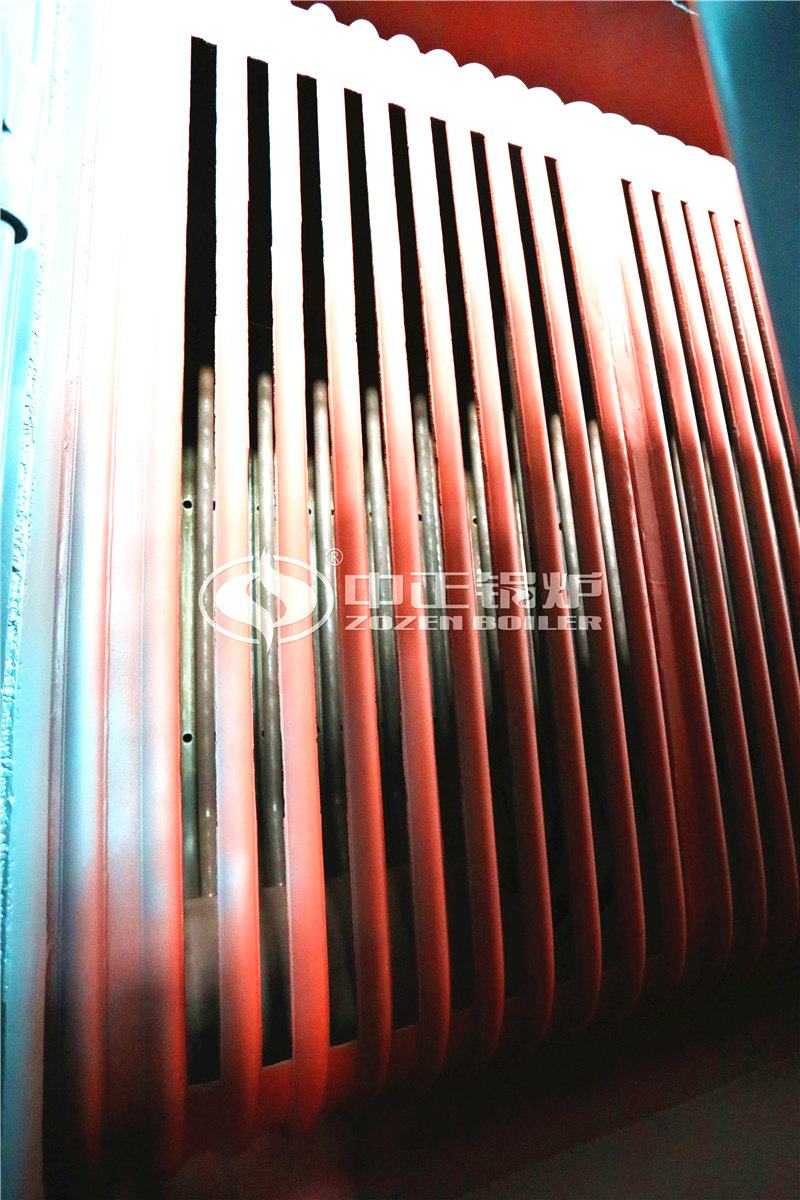
儋州燃氣供熱鍋爐工藝,中正WNS系列臥式內(nèi)燃全濕背燃油/燃氣鍋爐,煙氣流程分為二回程和三回程二種形式。燃料經(jīng)燃燒器燃燒后形成的火炬充滿在全波形爐膽內(nèi),并通過爐膽壁傳遞輻射熱,此為第一回程。燃燒產(chǎn)生的高溫煙氣在回燃室內(nèi)匯聚,轉(zhuǎn)向進入第二回程,即螺紋煙管管束區(qū),經(jīng)對流換熱后,煙氣溫度逐漸降低后至前煙箱,二回程鍋爐煙氣從前煙箱出鍋爐本體進入設(shè)置在爐頂?shù)墓?jié)能器和冷凝器,三回程鍋爐煙氣從前煙箱轉(zhuǎn)向進入第三回程,即光管管束區(qū),隨后經(jīng)后煙箱進入節(jié)能器和冷凝器,最后流入煙囪,排入大氣。
制吊裝汽包用的臨時支架支架固定在鋼架。安裝后質(zhì)量標準1鋼架各立柱的位置偏移不得超過5mm。2鋼架柱間距偏差每米不得超過1mm全長內(nèi)不得超過10mm。3各立柱、橫梁的標高偏差不得超過±5mm。4鋼柱的不鉛垂度為長度的2/10005對角線允許編差長度的5/1000最大不大于15。平臺、扶梯安裝根據(jù)鋼構(gòu)件的安裝情況應(yīng)盡量早安裝平臺、扶梯以利于構(gòu)件穩(wěn)定和施工安全。安裝欄桿立柱時應(yīng)垂直間距均勻拐彎附近應(yīng)安裝一根立柱同側(cè)各層平臺的欄桿、立柱應(yīng)盡量在同一垂直線上。按圖先下后上的安裝。在平臺、架、扶梯等構(gòu)件上不應(yīng)任意割孔必要時在割切后應(yīng)加固。平臺、扶梯、托架、欄桿、立柱和圍板等安裝應(yīng)平直牢固接頭處應(yīng)光滑。在安裝中不能隨意割或拉長梯子斜度和上下踏步與聯(lián)接平臺的間距。平臺、梯子、撐架安裝尺寸允許偏差.1長度每米長度為0mm/-2mm最大不超過+10mm-10mm2寬度整個寬度偏差為±5mm。撓度和彎度長度小于6m時為5mm長度小于10m時為6mm。拉網(wǎng)板、花紋板的長度偏差±10mm寬度±5mm。扶梯的旁彎度為5mm。
當柜體制造誤差較大時以柜的前面為準。柜間隔板和柜側(cè)擋板的配制高低壓配電柜的柜間隔板和柜擋板必須齊全不齊者應(yīng)現(xiàn)場配制。隔板和擋板的材料采用2mm厚的鋼板但GG——1A型高壓柜柜頂?shù)哪妇€分段隔板最好采用10mm厚酚醛層壓板低壓柜側(cè)面靠墻安裝時擋板可以取消。柜門、網(wǎng)門及門鎖應(yīng)調(diào)整使其開閉靈活檢修燈應(yīng)完好有門開關(guān)的檢修燈應(yīng)能隨門的開閉而正常明來。各種安裝支架和柜體必須采用螺栓聯(lián)接不得將支架等焊在柜體上。手車式高壓柜還必須檢查電力電纜或?qū)Ь€和開關(guān)的連接將電力電纜穿過零序互感器制作電纜終端頭將電纜芯線穿過電流感器壓接鼻子將鼻子用鍍鋅螺栓接到開關(guān)的接線端頭墊圈、彈簧墊必須齊全鋁線鼻子接到開關(guān)設(shè)備的銅端頭時、鋁鼻子的接觸面必須刷錫不得在接觸面處墊鋁箔。采用銅鋁過渡鼻子或過渡片。鋁件刷錫工藝見搪錫工藝的有關(guān)規(guī)程規(guī)范。電纜穿零序感器的安裝在設(shè)計有此保護時才進行。將全部接線螺釘、結(jié)構(gòu)緊固螺釘、安裝固定螺釘及端子板螺釘包括未接線的備用端子緊固一遍不得有松動。
,儋州燃氣供熱鍋爐工藝。
儋州燃氣供熱鍋爐工藝,在定期放渣時一般是設(shè)定床層壓力或控制點壓力的上限作為開始放底渣的標準。設(shè)定床層壓力或控制點壓力的上限作為停止放渣的標準。進行排渣時排渣量的大小是通過調(diào)節(jié)排渣風量來控制的對于選擇性、多倉式流化床冷渣器來說如何控制好選擇倉及其它冷卻倉的床壓及床溫至關(guān)重要。各室流化風量從選擇倉到各冷卻倉依次減小此風壓和風量的值應(yīng)在實際運行中確定下來選擇倉的流化風量不宜太大否則會造成大量細顆粒夾帶一些大顆粒返回到爐膛影響渣往后排至冷卻倉風量太小選擇倉內(nèi)的渣就可能會流化不充分局部結(jié)焦堵塞選擇倉甚至一直把排渣管堵死。
關(guān)于未來,中正鍋爐要牢牢抓住工業(yè)4.0的機遇,緊隨《中國制造2025》綱領(lǐng),扎根于物聯(lián)網(wǎng)、云計算、虛擬現(xiàn)實、增值制造、等突破性技術(shù),設(shè)計出適合中正鍋爐特色的工業(yè)4.0路徑,逐步實現(xiàn)數(shù)字化轉(zhuǎn)型,打造良好的產(chǎn)業(yè)生態(tài)系統(tǒng),全方位提升自己的核心競爭力。




